以下是我们上传的《浦东新》 本地 数控等离子切割机 卷料校平激光切割生产线多种款式可随心选择实拍视频,您可以点击观看。
以下是:《浦东新》 本地 数控等离子切割机 卷料校平激光切割生产线多种款式可随心选择的图文介绍


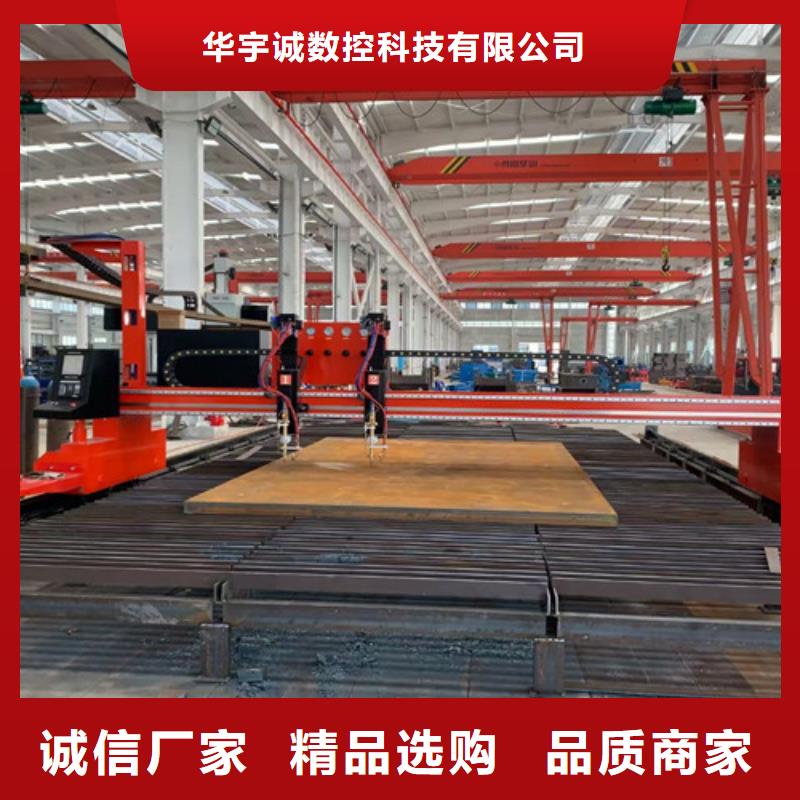
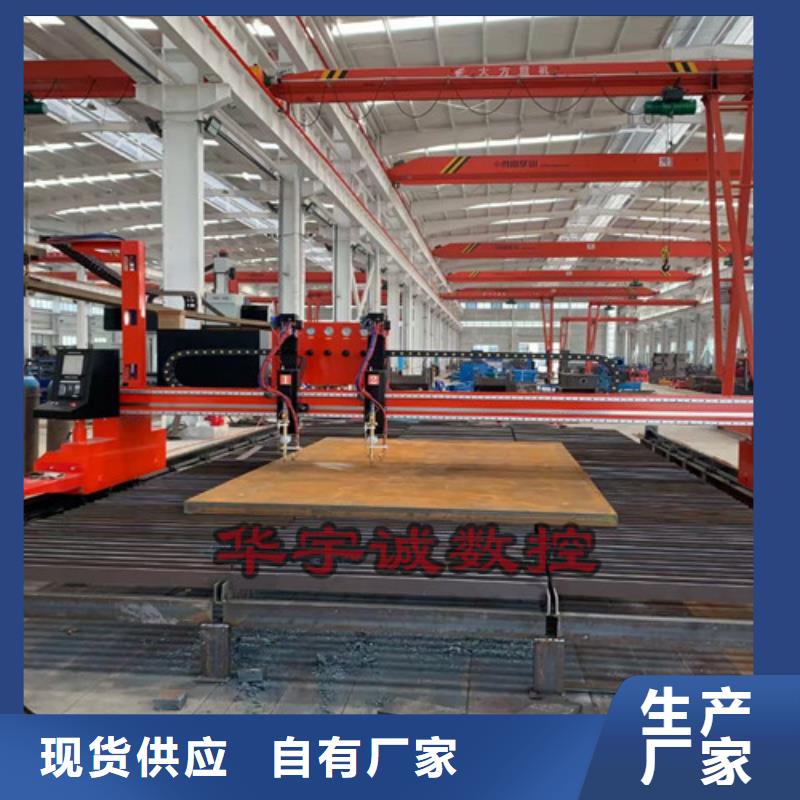
数控等离子切割机生产厂家哪家好 数控等离子切割机,也即等离子数控切割机,主要对金属材料进行高速、精密的数控切割,适是金属加工业里的新宠儿。在追求效率的时代,数控等离子切割机成为金属加工的工具。
那么在数控等离子切割机厂家如此鱼龙混杂的时代,我们该如何去选择呢?下面本公司给大家一些建议。
买设备主要看中三点,首先就是公司实力,实力强的公司,生产工艺好,研发团队和生产团队完善;
再次就是设备质量,设备质量主要实际操作,可以去厂家实地考察,也可以去有设备的商户那看他们的操作,主要从设备的切割速度、切割精度考虑;其次,设备质量主要体现在几个方面,包括产品配置,机床做工、以及装配工艺;
第三点就是售后服务,小的公司质量不好保障,售后跟不上。有的公司工艺不行,实力不行的干不了几年就倒闭了,就不谈售后服务了。
品牌的知名度能够体现一个数控等离子切割机厂家的口碑,选择一家品牌的厂家才能用的放心。本公司专注数控切割设备生产研发多年,在武汉建有多个现代化生产车间!



整体来看,从市场形势看,激光加工市场正在稳步增长,在宏观经济和产业需求疲软的背景下,激光加工设备凭借其高端加工市场的业务需求仍保持着行业规模的稳定增长。等离子切割机利用高温等离子电弧的热量使工件切口处的金属部分或局部熔化(和蒸发),并借高速等离子的动量排除熔融金属以形成切口的一种加工方法。在技术领域,激光加工与传统机床切削等热加工相比,具有多种技术的优势。与市场高端加工要求的高精度、低磨损、高效率等要求是一致的。数控等离子切割机的工作原理是利用聚焦的高功率密度激光束照射工件,使辐照后的材料能够迅速熔化、蒸发、烧蚀或达到点火点,同时,通过与光束同轴的高速气流将熔化的材料吹走。这样工件就能被切开。与其他热切割方法相比,数控等离子切割机的详细迎风特性如下:
数控等离子切割机由于激光光斑小、能量密度高、切割速度快等优点,具有切割质量好的特点,因此,数控等离子切割机可以获得更好的切割质量。空气等离子切割机利用高温等离子电弧的热量使工件切口处的金属局部熔化(和蒸发),并借高速等离子的动量排除熔融金属以形成切口的一种加工设备法。配合不同的工作气体可以切割各种氧气切割难以切割的金属。


随着我们切割技术的进步,出现了很多优良的切割设备,数控等离子切割机就是其中的一种。它的出现推动了我们工业生产的进步。影响切割质量的因素有很多,其中数控等离子切割机电弧的稳定性是非常重要的。以下几点都会影响到数控等离子切割机电弧的稳定性。
数控等离子切割机厂家
1、气压过低:
数控等离子数控切割机工作时,如工作气压远远低于说明书所要求的气压,这意味着等离子弧的喷出速度减弱,输入空气流量小于规定值,此时不能形成高能、高速度的等离子弧,从而造成切口质量差、切不透、切口积瘤的现象。
解决方法:使用前注意观察数控等离子数控切割机空压机输出压力显示,如不符合要求,可调整压力或检修空压机。如输入气压已达要求,应检查空气过滤减压阀的调节是否正确,表压显示能否满足切割要求。否则应对空气过滤减压阀进行日常维护保养,确保输入空气干燥、无油污。如果输入空气质量差,会造成电磁阀内产生油污,阀芯开启困难,阀口不能完全打开。另外,割炬喷嘴气压过低,还需更换电磁阀;气路截面变小也会造成气压过低,可按说明书要求更换气管。
2、气压过高:
若输入空气压力远远超过0.45MPa,则数控等离子数控切割机在形成等离子弧后,过大的气流会吹散集中的弧柱,使弧柱能分散,减弱了等离子弧的切割强度。造成气压过高的原因有:输入空气调节不当、空气过滤减压阀调节过高或者是空气过滤减压阀失效。
解决方法:检查空压机压力是否调整合适,空压机和空气过滤减压阀的压力是否失调。开机后,如旋转空气过滤减压阀调节开关,表压无变化,说明空气过滤减压阀失灵,需更换。
数控等离子切割机公司
相信只要我们在操作数控等离子切割机时能避免这几种情况的出现,就一定能保证很好的切割效果。感谢大家的关注。



华宇诚数控科技有限公司是专业销售、生产(浦东新) 本地 浦东新光纤激光切割机排名、于一体的综合性企业。公司秉承“诚信为本、客户至上”和“专人、专业、专心,做精、做细、做透”的经营理念,以金属流通为主业,以“优质、快捷、高效”为标准,服务客户,奉献社会,规模实力不断增强,品牌信誉日益提升。





 扫一扫
扫一扫